
Dry fractionation, also known as melt crystallization, is a purely physical oil modification process widely used for the fractionation of palm oil, palm kernel oil, animal fats, and other oils and fats. This process requires no chemical additives, produces no wastewater, and results in no oil loss, making it one of the most environmentally friendly and economical oil modification methods available today. Our complete dry fractionation systems integrate crystallization, filtration, and automatic control modules. They offer outstanding advantages such as low operating costs, consistent product quality, and simple operation, making them the ideal choice for upgrading modern oil refining plants.
Dry Fractionation Process Principles & Technical Characteristics
Basic Principles of Fractionation
Oils and fats are not homogeneous substances; they are mixtures of various triglycerides with different melting points. This characteristic means that oils do not have a sharp melting point but rather a melting range. Dry fractionation utilizes this physical property by precisely controlling the temperature to crystallize the high-melting-point components, which are then mechanically separated to obtain fractions with different melting points.
Technical Advantages of Dry Fractionation
Compared to other fractionation methods (such as solvent fractionation or detergent fractionation), dry fractionation offers the following distinct advantages:
- Purely Physical Process: Involves no chemical additives, preserving the natural state of the oil.
- Environmentally Friendly: No wastewater generation, no need for subsequent refining.
- Economical & Efficient: Low operating costs, no oil loss, fast return on investment.
- High Product Quality: Capable of producing high-value-added specialty fat products.
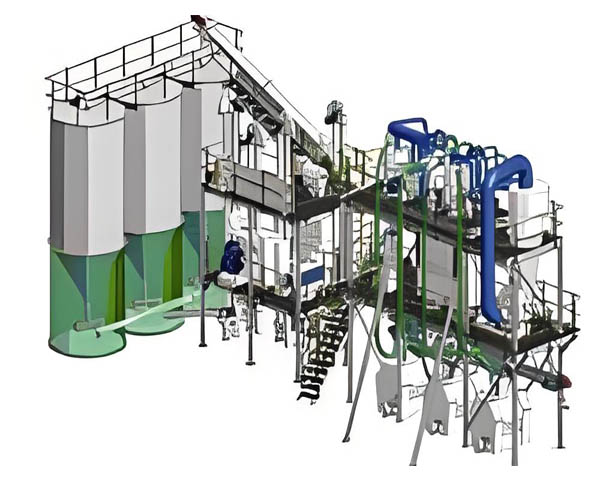
System Components & Core Technology
A dry fractionation system mainly consists of three parts: the crystallization system, the filtration system, and the automatic control system. These components work together to ensure an efficient and controllable fractionation process.
1. Crystallization System – Precise Temperature Control for Uniform Crystal Growth
The crystallizer is the core equipment of the fractionation process. It features a vertical cylindrical structure with an external insulation layer and an internal precision temperature control system. Depending on the raw material and product requirements, the crystallization process requires precise control of three key factors: temperature, time, and agitation speed.
Core Components:
- High-Efficiency Cooling Coils: Made of corrosion-resistant stainless steel, evenly distributed inside the tank. Cooling water circulation precisely controls the cooling rate. The coolant temperature is automatically adjusted to ensure the crystallization follows the set curve.
- Low-Speed Agitator: A mechanical agitator rotates at low speed to promote uniform heat transfer, prevent local supercooling, and aid in crystal nucleation and growth. Agitation speed is adjustable via a variable frequency drive.
- Constant Temperature Water Jacket: Maintains a stable temperature inside the crystallizer. The water temperature is automatically regulated to ensure the process follows the set curve. The jacket design minimizes temperature gradients, promoting the formation of uniform, easily filterable crystals.
- Temperature Monitoring System: Multi-point temperature sensors monitor the oil and jacket water temperatures in real-time, feeding data back to the control system for precise temperature management.
2. Filtration System – Efficient Separation for High Purity
The crystallized slurry is smoothly conveyed to the filtration section by a specially designed screw pump to prevent crystal breakage. The filtration system uses an automatic plate and frame filter press, a highly efficient separation device widely used in the oil fractionation industry.
Equipment Features:
- High-Strength Polypropylene (PP) Filter Plates: Corrosion-resistant, lightweight, easy to clean. The plate surface is specially treated to ensure smooth cake discharge. Plate size and quantity can be customized based on capacity.
- Automatic Clamping and Cake Discharge System: Hydraulic drive clamps the plates. After filtration, the plates are automatically opened, and the solid stearin cake drops directly into a collection trough. The entire process is automated, minimizing manual intervention.
- Enclosed Oil Collection Channel: Liquid olein collects through channels under the filter plates and flows into storage tanks, preventing external contamination. Open or closed collection methods are available.
- High-Efficiency Filter Media: Specialized food-grade filter cloth with high filtration precision, long service life, and easy cleaning and replacement.
3. Automatic Control System – One-Button Operation, Full Process Monitoring
The entire system is equipped with a fully automatic central control station, utilizing a PLC and touch screen HMI for precise process control. This advanced control system ensures consistent product quality and significantly reduces operator workload.
Main Functions:
- Process Parameter Setting: Multiple crystallization curves can be stored and recalled with one button based on different raw materials and product requirements. Temperature control accuracy up to ±0.5°C.
- Real-Time Monitoring: Dynamically displays key parameters such as temperature, pressure, flow rate, and agitator speed, with automatic alarms for out-of-limit conditions.
- Fault Self-Diagnosis: Automatically indicates the fault location and cause, providing maintenance suggestions.
- Data Logging and Traceability: Historical data is automatically stored and can be exported as reports to meet quality management system requirements.
- Remote Communication Interface: Supports connection with the plant’s MES system for digital production management.
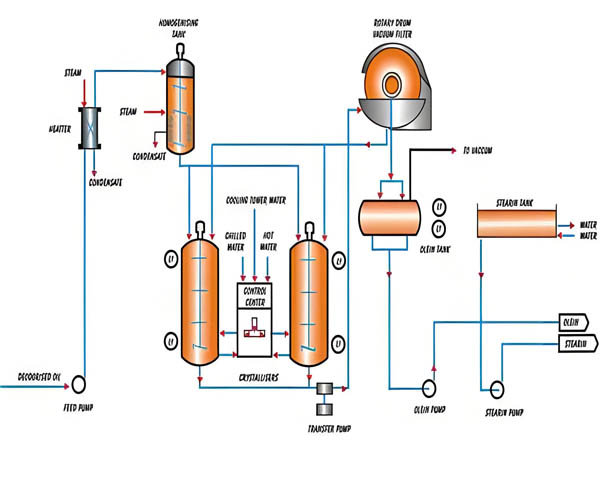
Detailed System Operation Process
Phase 1: Feeding and Pre-cooling
Raw oil (e.g., refined palm oil) is preheated to the appropriate temperature and pumped into the crystallizer via the feed pump. The agitator is started, and cooling water circulation begins for pre-cooling. For palm kernel oil fractionation, pre-cooling is typically to 29–30°C, held for about 3 hours.
Phase 2: Crystallization Growth
Continue cooling according to the preset cooling curve to the target temperature (15–20°C for palm oil, 17–19°C for palm kernel oil). During this process, high-melting-point triglycerides gradually crystallize. Crystallization time is typically 6–8 hours to ensure sufficient crystal growth. Throughout the process, Solid Fat Content (SFC) is a key control parameter; precise SFC monitoring helps determine the optimal filtration time.
Phase 3: Filtration Separation
After crystallization, the slurry containing crystals is sent to the plate and frame filter press via a screw pump. The filtration process includes:
- Filtration Stage: The slurry enters the chambers under pressure. The liquid fraction (olein) passes through the filter cloth and plate channels and is discharged, while the solids (stearin) are retained in the chambers.
- Squeezing Stage: After initial filtration, high-pressure squeezing can be applied to further reduce the oil content in the filter cake.
- Cake Discharge Stage: The plates are automatically opened, and the solid stearin cake falls into the collection trough.
Phase 4: Product Collection and Post-Treatment
- Palm Olein: The clear liquid fraction flows through the collection channels into storage tanks, ready for packaging, sale, or further processing. It boasts excellent quality indicators: cloud point as low as 2°C, iodine value up to 65.0.
- Palm Stearin: The solid fraction collected from the filter press can be crushed, packaged, or used as an industrial raw material as needed.
Main Applications
- Palm Oil Fractionation: Separates palm oil into low-melting-point palm olein (for cooking oil, salad oil) and high-melting-point palm stearin (for margarine, shortening, soap stock).
- Palm Kernel Oil Fractionation: Produces high-value products like cocoa butter equivalent (CBE) or cocoa butter substitute (CBS). Palm kernel stearin’s melting point and solid fat content can be comparable to natural cocoa butter.
- Animal Fat Fractionation: Fractionation and purification of tallow, lard, etc.
- Winterization: Removal of high-melting-point components from oils to improve low-temperature clarity.
System Advantages
Environmentally Friendly
The entire process involves no chemical additives and produces no wastewater discharge. It meets the requirements of sustainable development and increasingly stringent environmental regulations. Compared to traditional solvent fractionation or alkali refining processes, dry fractionation completely eliminates the generation of wastewater and exhaust gas, making it a truly green process.
Extremely Low Operating Costs
- Energy-Efficient Design: Recycling of cooling water.
- Low Maintenance Costs: Robust design with long-life key components; long filter cloth replacement intervals.
- No Oil Loss: High-efficiency separation maximizes product yield.
- Automated Operation: Reduces labor costs and increases productivity.
Excellent Product Quality
- Consistent Crystallization: Precise process control ensures stable quality between batches.
- High Separation Efficiency: Low oil content in the filter cake, high purity of the olein.
- Superior Product Specifications: Palm olein achieves a cloud point as low as 2°C and an iodine value up to 65.0, offering excellent low-temperature stability.
- Preserved Natural Quality: The purely physical process leaves no chemical residues and retains natural nutrients.
Convenient Operation
- Fully automatic control minimizes manual intervention.
- User-friendly HMI for simple operator training.
- Remote monitoring capability and support for MES system integration.
- Fault self-diagnosis for easy maintenance.


